




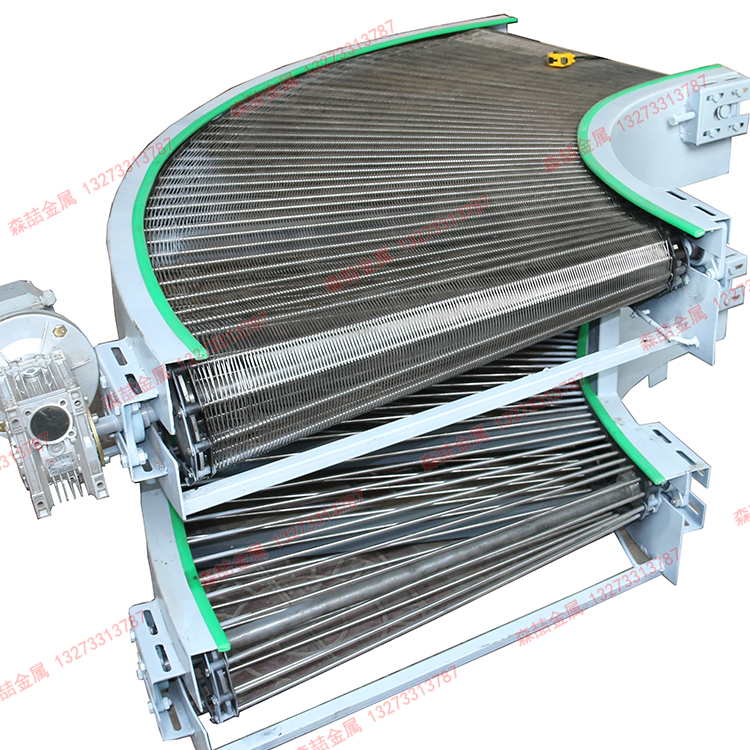
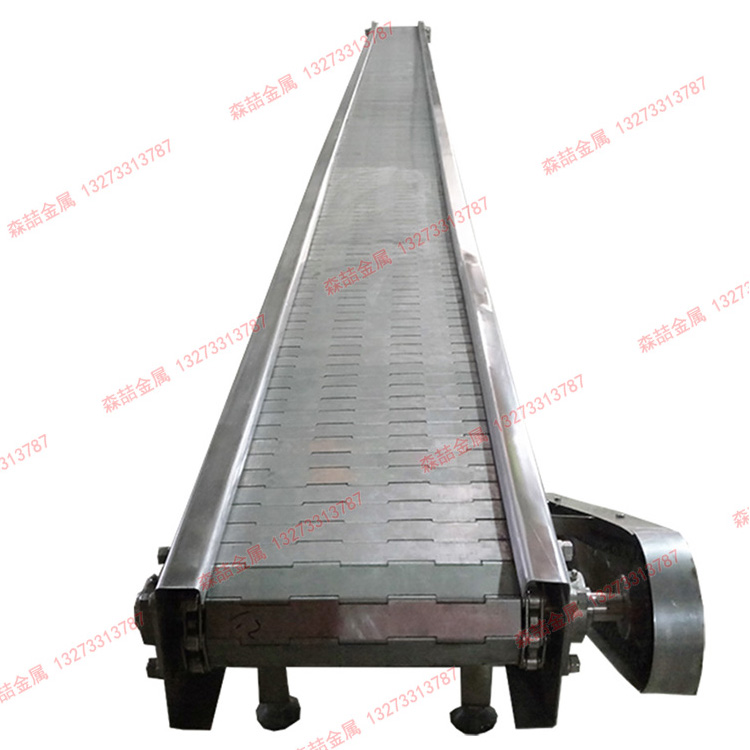
金属网带厂家 烘干机网带 输送流水线
新闻来源:本站 发布时间:2018-08-20 浏览次数:
欢迎成为我们的会员:一次性订单在8万元以上,方可成为我们的会员。每年订单额在20万以上,我们会按当年总订单的百分之一年底返现红包。为保证客户利益,可签订合同。
输送网带的跑偏是常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一直线上,并且相互平行,以确保输送带不偏或少偏。输送带接头要正确,两侧周长应相同。在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:

1、检查托辊横向直线与输送网带纵向线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
2、检查头、尾架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
3、检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。
森喆金属制品有限公司成立于2005年,是制造生产、定做各式不锈钢传送带、网链、链条、链板、马蹄链、输送机、输送设备、食品机械和玻璃机械产品系列的专业厂家。我公司技术力量雄厚,生产装备精良,测试手段齐备,生产经验丰富。工厂引进国内外先进技术产品设计合理,采用304不锈钢,部分产品出口至欧美、东南亚等国家,我公司坚持以“厚德载物,品质为本,诚信共赢”为经营理念。我公司全体员工真诚欢迎新老客户来“丝网之乡”安平县做客指导。
联系电话:15603180761 王经理
QQ:573632116
公司网址:www.apshusonglian.com



- 2025-07-31双旋输送带的优点
- 2024-03-20输送带硫化接头的工艺流程
- 2024-03-20输送带硫化接头工艺流程
- 2021-11-13链条输送带常用热处理方法及时效处理
- 2021-10-14输送网链特色适于范围
